性能比較データ集Ⅰ
高弾性率炭素繊維一方向配向の機械的特性
繊維配向方向・Vf60%(繊維体積含有率)
| 材質種別/特性 | 温度 | 引張り強度 kgf/mm2 |
引張り弾性率 kgf/mm2 |
曲げ強度 kgf/mm2 |
曲げ弾性率 kgf/mm2 |
圧縮強度 kgf/mm2 |
|---|---|---|---|---|---|---|
| 低剛性 | 弾性率24 ton/mm2 炭素繊維使い |
200~240 | 13,000~14,000 | 160~200 | 12,000~13,000 | 140~160 |
| 弾性率30 ton/mm2 炭素繊維使い |
180~230 | 16,000~19,000 | 120~150 | 14,000~17,000 | 120~130 | |
| 中剛性 | 弾性率40 ton/mm2 炭素繊維使い |
170~180 | 22,000~ 24,000 | 110~120 | 20,000~23,000 | 110~120 |
| 弾性率60 ton/mm2 炭素繊維使い |
150~170 | 33,000~36,000 | 70~75 | 28,000~29,000 | 70~75 | |
| 高剛性 | 弾性率80 ton/mm2 炭素繊維使い |
140~150 | 43,000~45,000 | 55~60 | 41,000~42,000 | 45~50 |
(注)* 同一FRP品では、Vf(繊維体積含有率)は同一繊維積層の場合も、ハイブリッド積層(2種類以上の繊維混合)の場合も 同一のVfであるからVf=厚さ比率に置き換えて良い。
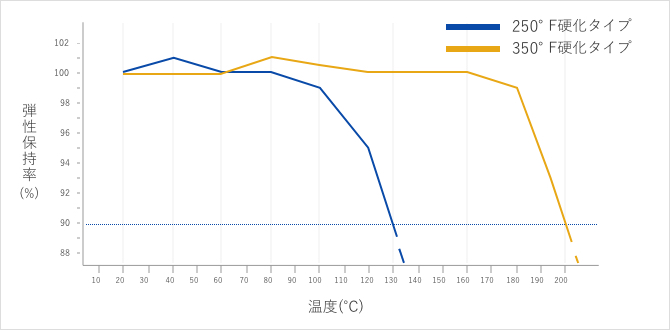
CFRPの弾性保持率
FRP(繊維強化プラスチックス)の概要[代表的なFRPの成形方法]
湿式(液状樹脂使用)と乾式(プリプレグ使用)に大別
| 温度 | 特 徴・製 品 例 | |
|---|---|---|
| 乾 式 | Vacuumbag Autocrave | 片型使用。3~8㎏f/c㎡圧。 衛星・航空機など複雑形一体成形 |
| Sheet Winding | 主にパイプ形状品。加圧はシュリンクテープ(+V/A) | |
| SMC、BMC | シート、バルク モールディング コンパウンドの略。主にプレス成形。 | |
| (ホット)プレス | 凹凸型使用。 プレスで加熱加圧。 | |
| 特殊型成形 | 脱AC。 型構造で加熱加圧を工夫。 | |
| 引抜き | アングル・チャンネル等長物を口型(口金)から引抜く。 | |
| 湿 式 | ハンドレイアップ | GFRPの大物成形。 FRP成形の基本的手法。 |
| Filament Winding | ロービングに樹脂を含浸させ型に巻きつける。 パイプ、球体、タンク。 | |
| Spray Up | スプレイガンからロービングを切断しながら樹脂と同時に吹付ける。 | |
| コールドプレス | 凹凸型でプリフォームしたチョップドストランドと樹脂を冷プレス加圧。 | |
| レジンインジェクション | チョップドストランドを凹凸型に入れ、樹脂を圧入含浸。 |
FRP(繊維強化プラスチックス)の概要
[FRPに使用される代表的なマトリックス樹脂]
| 成形方法 | 特 徴 | ||
|---|---|---|---|
| 熱硬化性 | 不飽和ポリエステル樹脂 | 低粘度。安価。GFRPに多用。硬化性良。加水分解性。 | |
| エポキシ 常温硬化タイプ | 靭性。接着性。耐薬品性。電気的特性量。 耐熱性70℃ | ||
| 250 °F硬化タイプ | 同上 耐熱性110℃ | ||
| 350 °F硬化タイプ | 同上 耐熱性170℃ | ||
| シアネートエステル樹脂 | 同上 耐熱性230℃ | ||
| シリコーン樹脂 | 耐薬品性。耐熱性。電気的特性良。成形性悪い。 | ||
| フェノール樹脂 | 難燃性。耐熱性。電気的特性良。安価。成形性悪い。吸水性大。 | ||
| 熱可塑性 | ナイロン6、66、12 | 短繊維での補強に制約 | エンプラ・・・安価 成形性・加工性良好 |
| ポリカーボネート | |||
| ポリエチレン、ポリプロピレン | |||
| ポリアセタール | |||
| 塩化ビニール | |||
| ポリフェニレンサルファイド | |||
| ポリブチレンテレフタレート | |||
| ポリエーテルエーテルケトン | 成形性・加工性良好エンプラに比べ 強度・弾性率・耐熱性・耐摩耗性に優れる。 |
||